Plate automation at Druckstudio - where efficiency meets process stability
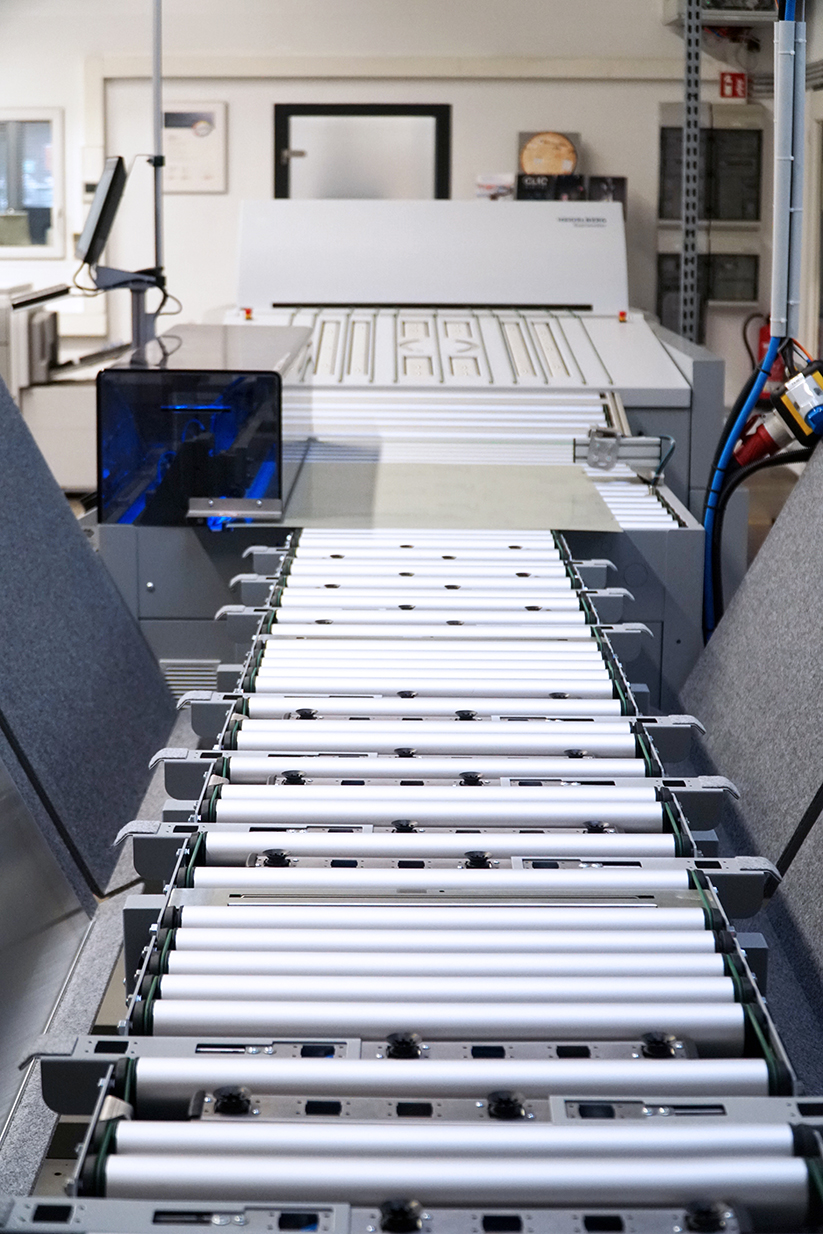
With the commissioning of a new, fully automated CTP line, Druckstudio in Düsseldorf (Germany) is setting another milestone in prepress. The heart of the system is the in-line connected NELA SF-Bender, which works directly with the new HEIDELBERG CTP platesetter.
The exposed and bent printing plates are sorted fully automatically and deposited into up to six individually coded plate carts. Thanks to barcode identification, each plate is uniquely assigned to a print job and the appropriate HEIDELBERG press. This creates complete plate sets whose status can be monitored at any time via a screen.
The system communicates directly with the press control stations via an API interface. As soon as a plate set is complete, the press assistants receive feedback and can pick up the specific plate cart from the plate sorter. This has reduced manual handling of the plates to a minimum. Damage is avoided, make-ready times are significantly shortened, and process reliability is tangibly increased.
Another step by Druckstudio toward efficient, networked, and future-proof print production. In the following interview, Fotini Drechsler, Commercial Director and Marketing Manager, explains how the new CTP line is proving itself in everyday work and what strategic goals Druckstudio is pursuing with it.

The Druckstudio team (left to right): Dirk Pulsat, Managing Partner, Carsten Gronloh, Premedia Manager, Werner Drechsler, Managing Partner, and Fotini Drechsler, Marketing Manager
Ms. Drechsler, why did you decide to invest in automated bending and plate sorting? Due to the acquisition of a Heidelberg 8-color perfecting press, we had a significantly higher demand for printing plates that we wanted to provide with process stability. The goal was to increase efficiency in plate production by automating previously manual process steps and to ensure even higher process reliability through digitalization.
Which internal processes were changed or optimized as a result?
- The planning process: Due to the inline connection of the NELA SF-Bender to our new CTP platesetter, we have a better overview and transparency of all ongoing jobs.
- Overall structure: Optimized and clearer structuring of workflows in prepress.
- The plate imaging process: Defining the printing sequence via our "Scheduler" planning software and controlling imaging via the "Plate Pilot" software enables fully autonomous, automated creation and assignment of plate stacks in the correct printing order on the trolleys for the presses.
What positive effects have you seen after the first few months of production with the new system? For example, were make-ready times on the presses reduced or other savings achieved?
- Increased efficiency – through significant time savings in plate production.
- Fewer damages (scratches, dents), resulting in almost no unnecessary re-imaging.
- Fully automatic plate storage and sorting into six plate carts; the imaged and bent plates are deposited directly into trolleys that can simply be uncoupled and rolled to the corresponding press.
- Automated, stable processes enable shorter make-ready times on the presses.
- Complete elimination of manual intervention in plate production through process automation. The plates only need to be handled when being mounted onto the presses.
- Reduced workload for employees.
- Fully autonomous 24/7 plate production.
Do you currently see further potential for optimization in your prepress department?
- Further development and expansion of automated collective-run forms.
- Expansion of the semi-automated approval process toward a fully automated process.